عملکرد عملیات اره کشی در مقیاس کوچک: مطالعه موردی در مصرف زمان، بهره وری و ارگونومی برای اره نواری(2)
- سازماندهی کار و شرح تجهیزات دادههای کلی مورد استفاده در این مطالعه 7 روز عملیاتی را پوشش میدهد و آنها در کارگاهی که از شهرستان هارگیتا، رومانی واقع شده است، جمعآوری شدند ودر حال حاضر چوب های Picea abies و Abies alba را پردازش می کند. اره چوب معمولاً توسط یک کارگر و با استفاده از یک اره نواری افقی انجام می شود.
- سازمان کار شامل جابجایی دستی کندهها در نزدیکی اره نواری، بارگذاری دستی کندهها بر روی قاب تثبیت کنده اره نواری، تثبیت دستی کندهها در گیرهها، تنظیم دستی ارتفاع اره، تغذیه تیغههای رانده دستی به چوب، حذف دستی و چرخش محصولات فرآوری شده، جمع کردن دستی قاب اره و همچنین سایر کارهای مربوط به کار و غیر کاری شامل تمیز کردن محل کار، آماده سازی کار، تاخیرهای فنی و شخصی می باشد.
- جمعآوری و تجزیه و تحلیل دادهها با توجه به کارایی تولید، در این پژوهش از رویکرد مدلسازی مشاهدهای استفاده شد که هدف آن کمی و مدلسازی جزئیات زمان مصرف، کارایی، بهرهوری و نرخ بازیابی بهعنوان ارقام و توابع متغیر ورودی-ستانده محصول است.
- برای ارزیابی خطرات ابتلا به اختلالات اسکلتی عضلانی، یک تحلیل وضعیتی بر اساس سیستم تحلیل وضعیت کاری (OWAS) اجرا شد که هدف آن مشخص کردن وضعیتهای پشت، بازوها و پاها و همچنین طبقهبندی است.
نتایج
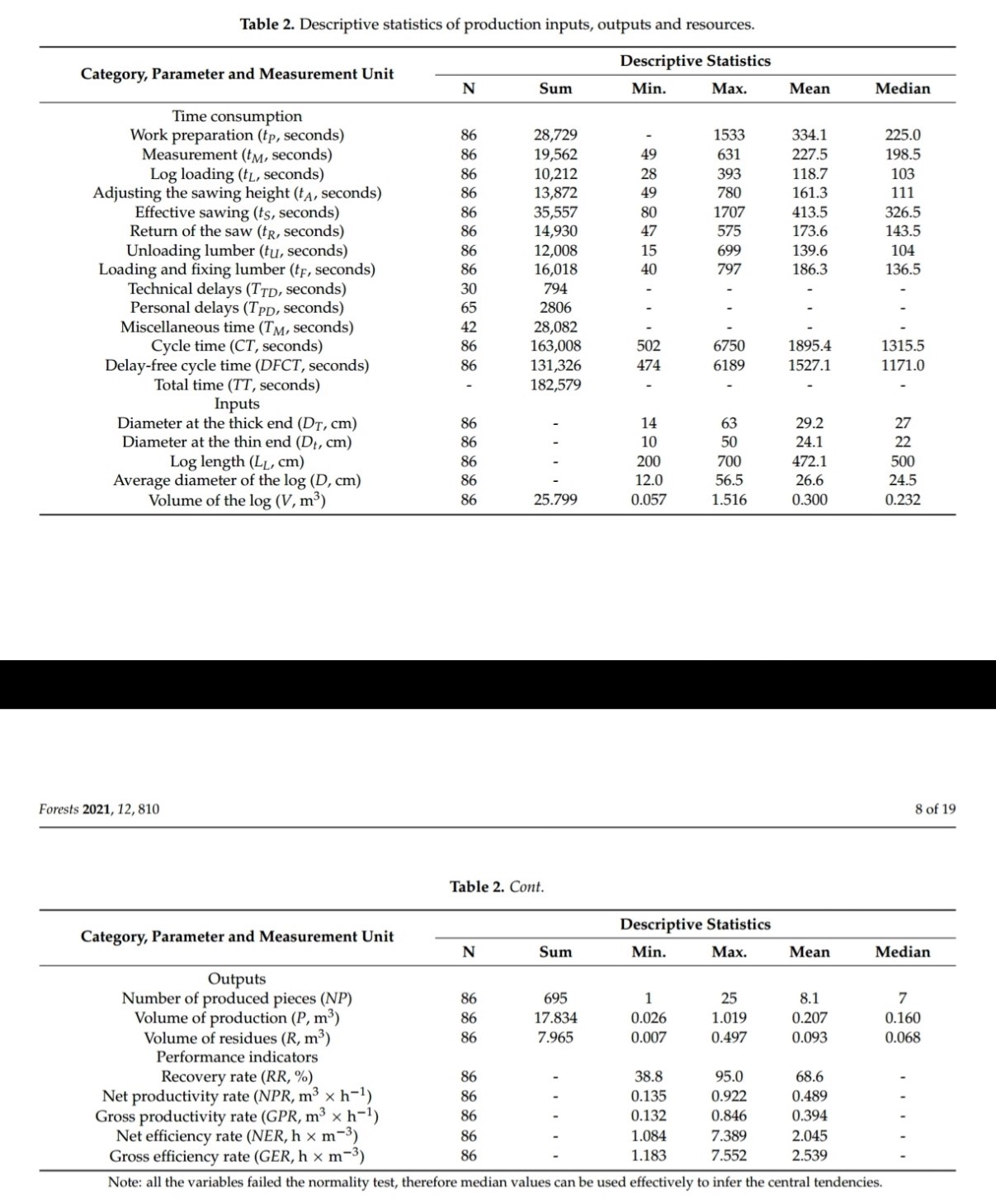
- آمار توصیفی اصلی مربوط به تولید در جدول 2 نشان داده شده است. تعداد 86 کنده درخت (تقریباً 26 متر مکعب بیش از پوست) در طول مشاهدات انجام شده توسط این مطالعه پردازش شد (73 تنه صنوبر نروژ و 13 کنده درخت صنوبر نقره ای بود). کنده های پردازش شده نسبتاً به طور مساوی توزیع شدند و به ترتیب 11، 14، 11، 11، 13، 14 و 12 عدد را تشکیل می دادند، در حالی که ویژگی های ابعادی آنها تا حد زیادی از نظر قطر متفاوت بود (قطر متوسط 12 تا 56.5 سانتی متر). طول (200 تا 700 سانتی متر) و حجم (0.057 تا 1.516 متر مکعب).
- کل زمان مطالعه تقریباً 51 ساعت بود که از این میان زمان بدون تأخیر 89.2 درصد بود. به طور متوسط، در دسته زمان چرخه بدون تاخیر، اره موثر بیشترین سهم را به خود اختصاص داده است و پس از آن آماده سازی محل کار، بارگیری و تعمیر الوار، برگشت اره، تنظیم ارتفاع اره، تخلیه الوار و بارگیری چوب می باشد. تولید در دوره مورد مطالعه 695 قطعه الوار با اندازه های مختلف را به خود اختصاص داده است که منجر به حجم تولید تقریباً 18 متر مکعب، حجم باقیمانده تقریباً 8 متر مکعب است و نرخ بازیابی به طور متوسط بین 38.8 تا 95 درصد متغیر بوده است. همانطور که انتظار می رفت، نرخ تولید خالص (NPR) کم بود و به طور متوسط تقریباً 0.5 m³ x h-1 بود.
- تأخیرهای ثبت شده به طور قابل توجهی بر راندمان تولید تأثیر گذاشت، زیرا نرخ تولید ناخالص تقریباً 0.4 m3 x h-1 برآورد شد. در این شرایط، نرخ بازده برآورد شده بر اساس زمان مصرف و تولید، برای ارقام خالص و ناخالص به ترتیب 045/2 و 539/2 ساعت در مترمکعب بود.

- در یک کارخانه چوب بری، عوامل مؤثر بر عملکرد متفاوت است و برخی از آنها مشروط به تصمیمات و خطاهای عملیاتی انسانی است که به نوبه خود بر بازده تولید تأثیر می گذارد. علاوه بر این، ابعاد متغیر و نامنظم کندهها مستلزم انطباق الگوهای ارهزنی است و در بسیاری از موارد، استفاده از تجهیزات را با ظرفیت کامل محدود میکند و همچنین به تولید ضایعات بیشتر (خاک اره) کمک میکند.

- جدا کردن اثر منابع نویز غیر از دستگاه مورد مطالعه (به عنوان مثال، اره مدور، که به ندرت در طول مطالعه مورد استفاده قرار می گرفت) عملاً غیرممکن بود. بنابراین، معیارها برای توصیف قرار گرفتن در معرض نویز در کارخانه ارهکشی اعمال میشود، که نتایج آن عمدتاً قرار گرفتن در معرض ناشی از عملکرد اره نواری را مشخص میکند. شایان ذکر است که موتور اره نواری پس از اکثر کارهای ارهزنی فعال خاموش میشد و همچنین این که دادهها برای کارگری که دستگاه را کار میکند، اعمال میشود و شامل انواع تاخیر میشود.
بنابراین، افزایش استفاده از زمان در کارهای تولیدی احتمالا منجر به سطوح بالاتری از قرار گرفتن در معرض نویز می شود.
از آنجایی که هم صدا و هم ارتعاش امواجی هستند که انتشار آنها اغلب به هم مرتبط است، می توان انتظار داشت سطح بالاتری از قرار گرفتن در معرض نویز به عنوان اثر تغییر گونه های کنده های اره شده از چوب های نرم به چوب های سخت نیز باشد. مطالعات بیشتری برای روشن شدن این نوع تعامل مورد نیاز است.

- در مورد وضعیت های پشت، نتایج نشان می دهد که نزدیک به 50 درصد از مشاهدات با پشت کارگر در بدترین وضعیت (کد چهار پشت خم و پیچ خورده، یا خم شدن به جلو و پهلو) شناسایی شده است. از نزدیک با وضعیتی که با سه کدگذاری شده است (پشت پیچ خورده یا خمیده به پهلو). با این حال، وضعیت بازوها تا حد زیادی با عدد یک کدگذاری شد، به این معنی که هیچ موقعیت مشکلی برای این بخش بدن (هر دو دست زیر سطح شانه) یافت نشد. در مورد پاها، کدهای سه، چهار، پنج و شش سهم تقریباً 70 درصدی را به خود اختصاص دادهاند، در حالی که این کدها نشاندهنده وضعیتهای ناخوشایند مانند ایستادن با وزن توزیع شده روی یک پای مستقیم، ایستادن یا چمباتمه زدن هستند. ارزیابی اعمال نیرو دشوار بود و فرض بر این بود که همیشه زیر 10 کیلوگرم باشد. با این حال، میتوان اشاره کرد که برخی موارد میتوانست به اعمال نیروهای بالاتر برای انجام برخی وظایف کاری نیاز داشته باشد، مانند مواردی که مشخصه بارگذاری لاگ بود.
- خطر ابتلا به اختلالات اسکلتی عضلانی به دلیل نیاز به اتخاذ وضعیت های نامناسب در حین کار برای ارزیابی در بسیاری از صنایع و محیط های شغلی مهم شد. حتی اگر به طور خاص در این مطالعه گزارش نشده باشد، ضعیف ترین وضعیت ها مربوط به کارهایی مانند جابجایی کنده ها، بارگیری کنده ها، تعمیر کنده ها، چرخاندن و برداشتن کنده ها، و همچنین تخلیه چوب بود که حدود 30 مورد را شامل می شود.
- این مطالعه نشان داد که کارخانجات چوب بری کوچک قادر به بازیابی چوب با سرعت قابل قبولی هستند و ضایعات چوب را در طول عملیات برش محدود می کنند. اقدامات ایمنی مستلزم نوسازی ماشین آلات و ابزار است، به طوری که از عملیات دستی دشوار یا قرار گرفتن در معرض شدید و مداوم در معرض خطرات مربوط به کار جلوگیری شود. این مطالعه در تلاش برای کمک به صنعت چوب برای درک بهتر ریسکهای شغلی و تضمین پایداری عملیات، یک حوزه عملکرد ترکیبی و اغلب همپوشانی را مورد بررسی قرار داد.
- به طور کلی، بدیهی به نظر می رسد که تلاش های آموزشی پرسنل برای بهبود شرایط ایمنی در مشاغل فرآوری چوب ضروری است. این باید به صورت پیشگیرانه انجام شود زیرا نه تنها به دلایل فنی بلکه و شاید مهمتر از آن به دلیل عدم امکان اتخاذ اقدامات مقرون به صرفه در یک صنعت بسیار رقابتی به زمان قابل توجهی نیاز دارد. به عنوان مثال، کاهش سر و صدا، در منبع یا در حال اجرا، باید یکی از اقدامات اصلی باشد، و باید امکانات و برنامه ریزی و همچنین نگهداری برای کنترل آلودگی صوتی در طول پردازش چوب را در نظر بگیرد. . تحقیقات آتی میتواند اثرات ناشی از طرحهای مختلف کارخانه چوب بری را در رابطه با شرایط ایمنی بررسی کند. آنها همچنین می توانند بر ارزیابی ظرفیت کارخانه های چوب بری کوچک و متوسط برای بقا در بازار چوب در حال تغییر تمرکز کنند.