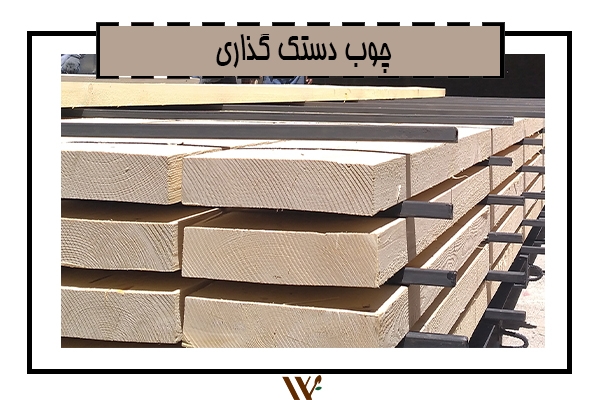
نحوه چوب دستک گذاری قبل از ورود چوب به خشککن
چوبها قبل از رفتن به خشککن باید بهدرستی چوب دستک گذاری شوند.
چوب دستکها باید در یک مسیر و یک خط قرار بگیرند تا هنگام بسته شدن فشار روی چوب دستک باشد، نه روی چوب.
در چوب دستک گذاری اندازه چوب دستک بسیار مهم است. بهطوریکه برای چوبهای با دانسیته پایین، مطلوبترین حالت 2 سانتیمتر در 2 سانتیمتر است.
ولی برای چوبهای جنگلی میتواند 1 سانتیمتر تا 1.5 سانتیمتر هم در نظر گرفت.
چوب دستک حتما باید به شکل مربع باشد و شکل مستطیلی نداشته باشد تا هنگام چیدمان چوب روی چوب دستک، اشتباه صورت نگیرد.
قبل از چیدن اولین ردیف چوب نیز باید چوب دستک قرار بگیرد تا هوا از اولین ردیف چوبی که روی واگن قرار میگیرد عبور کند و چوب خشک شود.
برای چوبهای با دانسیته کم میتوان یک متر هم بین چوب دستکها فاصله قرارداد؛ اما حداکثر در 10 سانت سطح مقطع باید اولین ردیف چوب دستک گذاشته شود. به این دلیل که در سطح مقطع چوب 10 الی 12 درصد رطوبت بیشتری دارد. (فاصله بیشتر از 10 الی 15 سانت سطح مقطع باعث ترک در چوب خواهد شد).
نکتهی قابلتوجه این است که سطح مقاطع حتما باید رنگ بخورند و اندود شوند. (این کار را میتوان با تی 99 یا رنگهایی که سرعت و شدت خروج رطوبت را کم میکنند، انجام داد.)
دلیل اصلی چوب دستک گذاری این است که زمانی که فنهای آکسیال هوا را تهویه میکنند، هوا در داخل بار کوره حرکت کند و رطوبت را از چوب بگیرد.
جنس چوب دستک بهتر است از فلز باشد تا دفرمه نشود و مقاومت مکانیکی لازم برای فشار را داشته باشد.
اگر از چوب بهعنوان چوب دستک استفاده میکنید، حتما قبل از استفاده آن را خشککنید تا در کوره هم کشیده نشود. (در غیر این صورت چوب دستک هنگام خشک شدن تغییر ابعاد میدهد و باعث تاب برداشتن چوبهای داخل کوره خواهد شد).